
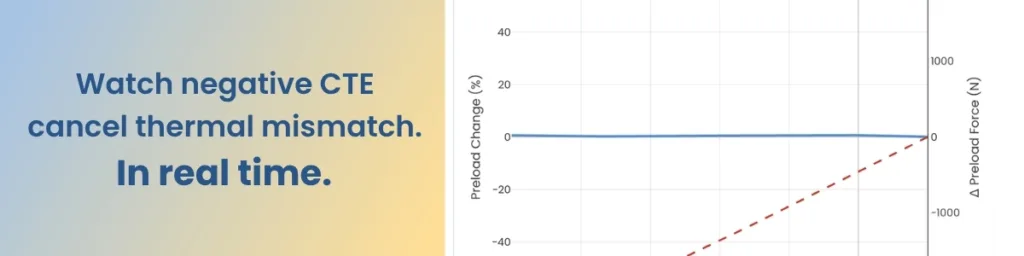


CTE Mismatch in Bolted Joints – Negative Thermal Expansion Washers offer a solution!
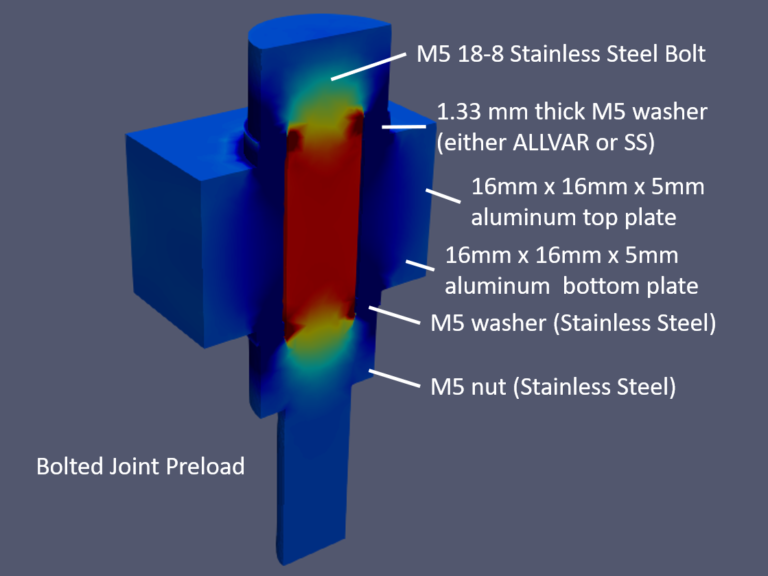
CTE Mismatch in Bolted Joints challenging your design? Check out how a simple NTE Washer can help maintain constant bolt preloads complete with a FEA
Introductory Guide to Tailored Thermal Expansion
Want to match a certain CTE? The tailored thermal expansion guide has you covered. Learn how negative thermal expansion can help here.
Cryogenic Solutions for Thermal Expansion
A short article about ALLVAR Alloy 30 washer compensated joints in cryogenic environments

Design with Athermal Materials in Solidworks
Athermal Material design is easy with the SOLIDWORKS ALLVAR Alloy 30 material definition. Request the file here and design with negative thermal expansion today!
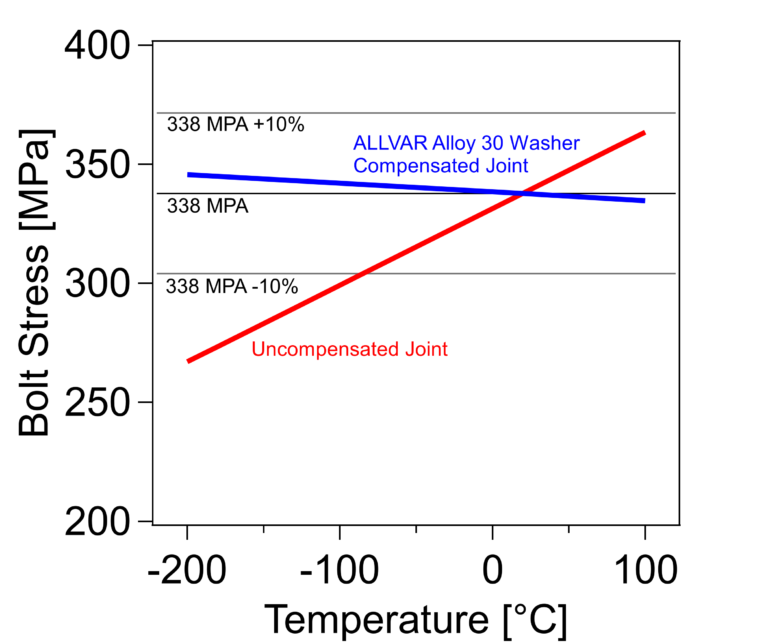
Thermal Compensating Washers for CTE Mismatch
Learn how to use negative thermal expansion ALLVAR washers or spacers to maintain a constant preload and tackle CTE mismatch.

Thermal compensation washers now available with COTS item numbers!
New commercially-off-the-shelf ALLVAR thermal compensation washer have arrived! Learn more here.


